CkVsbuilder机器视觉软件把PLC工程师变为机器视觉工程师
一、机器视觉的概念
机器视觉就是用机器代替人眼来做测量和判断。机器视觉系统是指通过机器视觉产品将被摄取目标转换成图像信号,传送给专用的图像处理系统,根据像素分布和亮度、颜色等信息,转变成数字化信号;图像系统对这些信号进行各种运算来抽取目标的特征,进而根据判别的结果来控制现场的设备动作。
由于机器视觉系统可以快速获取大量信息,而且易于自动处理,也易于同设计信息以及及加工控制信息集成,因此,在现代自动化生产过程中,人们将机器视觉系统广泛地用于工况监视、成品检验和质量控制等领域。机器视觉系统的特点是提高生产的柔性和自动化程度。在一些不适合于人工作业的危险工作环境或人工视觉难以满足要求的场合,常用机器视觉来替代人工视觉;同时在大批量工业生产过程中,用人工视觉检查产品质量效率低且精度不高,用机器视觉检测方法可以人大提高生产效率和生产的自动化程度。而且机器视觉易于实现信息集成,是实现计算机集成制造的基础技术。
半导体行业是Zui先利用机器视觉技术进行检测的行业,其他行业也随之而来。作为生产机械的OEM的设计工程师,Zui基本的问题就是:“我是要检测这个部件还是整个这个产品”。检测可以得到高质量的产品,但是也会有这样的事实存在:检测成本或者产品质量要求并不需要这样的检测。比如说牙签,假设每一个装有500个牙签的盒子里有一两个不合恪,大多数人都不会怎么担心。但是对于很多产品,假如前面的盒了里装的不是牙签,而是针头,试想不合格品可能会带来什么样的后果,所以产品功能性的检测都是不可缺少的,即使只是外观检测,要证明内在的品质也必须要做到无缺陷。因此,为了达到这个目的,许多OEM将机器视觉世用到他们将要卖给用户的系统中。机器视觉能够为整个系统增值,表现在三个方面:提高生产效率,提高制造过程的精确性,减少成本。
那么,对丁一个设计工程师来说,怎么样才能知道机器视觉是否适合他的系统呢?尽管Zui早的Zui基本的机器视觉系统在20世纪70年代引入,工业就将其视为主流应用。这就导致设计工程师要考虑它是否合适他们的应用,同时要考虑利用机器视觉检测的成本与其所能带来的利润。
高复杂度产品行业,比如说半导体行业和电子行业,由于它们的复杂性和小型化,从传统上推动着机器视觉市场的发展。但是如今,所有产业,包括自动化、制药、造纸等等都依靠机器视觉系统检测产品以提高产品质量。工业专家们预言:在未来的20年到50年,机器视觉将成为横跨所有行业的通用性技术,几乎所有出产的产品部会由机器视觉系统来检测。
使用机器视觉系统有以下五个主要原因:
精确性一由于人眼有物理条件的限制,在精确性上机器有明显的优点。即使人眼依靠放大镜或显微镜来检测产品,机器仍然会更加精确,因为它的精度能够达到千分之一英寸。
重复性一机器可以以相同的办法一次一次的完成检测工作而不会感到疲倦。与此相反,人眼每次检测产品时都会有细微的不同,即使产品是完全相同的。
速度一机器能够更快的检测产品。特别是当检测高速运动的物体时,比如说生产线上,机器能够提高生产效率。
客观性一人眼检测还有一个致命的缺陷,就是情绪带来的主观性,检测结果会随工人心情好坏产生变化,而机器没有喜怒哀乐,检测的结果自然非常可观可靠。
成本一由于机器比人快,一台自动检测机器能够承担好几个人的任务。而且机器不需要停顿、不会生病、能够连续工作,所以能够极大的提高生产效率。
这个系统其中主要包括:照明光源、工件放置(夹具)、相机、位置传感器、控制逻辑、以及图像采集卡,图像处理软件、技术支持。
典型的基于PC的视觉系统通常由如图1.1.1所示的几部分组成: 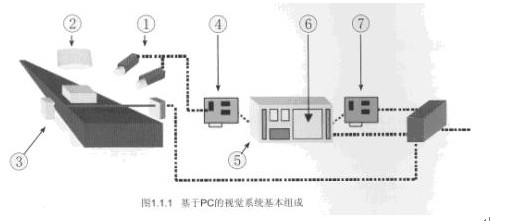
图1.1.1基于PC的视觉系统基本组成
①、相机与镜头一这部分属于成像器件,通常的视觉系统都是由一套或者多套这样的成像系统组成,如果有多路相机,可能由图像采集卡切换来获取图像数据,也可能由同步控制同时获取多相机通道的数据。根据应用的需要相机可能是输出标准的单色视频(RS-170/CClR)、复合信号(Y/C)、RGB信号,也可能是非标准的逐行扫描信号、线扫描信号、高分辨率信号等。
②、光源--作为辅助成像器件,对成像质量的好坏往往能起到至关重要的作用,各种形状的LED灯、高频荧光灯、光纤卤素灯等都容易得到。
③传感器--通常以光纤开关、接近开关等的形式出现,用以判断被测对象的位置和状态,告知图像传感器进行正确的采集。
④、图像采集卡一通常以插入卡的形式安装在PC中,图像采集卡的主要工作是把相机输出的图像输送给电脑主机。它将来自相机的模拟或数字信号转换成一定格式的图像数据流,同时它可以控制相机的一些参数,比如触发信号,曝光/积分时间,快门速度等。图像采集卡通常有不同的硬件结构以针对不同类型的相机,同时也有不同的总线形式,比如PCI、PCI64、Compact PCI,PCI04,lSA等。
⑤、PC平台一电脑是一个PC式视觉系统的核心,在这里完成图像数据的处理和绝大部分的控制逻辑,对于检测类型的应用,通常都需要较高频率的CPU,这样可以减少处理的时间。同时,为了减少工业现场电磁、振动、灰尘、温度等的干扰,必须选择工业级的电脑。
⑥、视觉处理软件机器视觉软件用来完成输入的图像数据的处理,然后通过一定的运算得出结果,这个输出的结果可能是PASS/FAIL信号、坐标位置、字符串等。常见的机器视觉软件以C/C++图像库,ActiveX控件,图形式编程环境等形式出现,可以是专用功能的(比如仅仅用于LCD检测,BGA检测,模版对准等),也可以是通用目的的(包括定位、测量、条码/字符识别、斑点检测等)。
⑦、控制单元(包含I/O、运动控制、电平转化单元等)一一旦视觉软件完成图像分析(除非仅用于监控),紧接着需要和外部单元进行通信以完成对生产过程的控制。简单的控制可以直接利用部分图像采集卡自带的I/O,相对复杂的逻辑/运动控制则必须依靠附加可编程逻辑控制单元/运动控制卡来实现必要的动作。
上述的7个部分是一个基于PC式的视觉系统的基本组成,在实际的应用中针对不同的场合可能会有不同的增加或裁减。
二、机器视觉相机的选型
首先明确需求
第一、 要先确定检测产品的精度要求
第二、 要确定相机要看的视野大小
第三、 要确定检测物体的速度
第四、 要确定是动态检测还是静态检测
然后确定硬件类型
1.相面像素大小的确定
目前市面上的软件精度一般都是基本上没有误差的也就是人们所说的亚像素,但虽软件没有误差,但硬件的误差是不可避免的,所以现在市场上的机器视觉系统一般都保证在误差为一个像素,所以我们得到如下计算公式:
精度=视野(长或宽)÷相机像素(长或宽)
有了以上公式我们又有了第一和每二个需求就不难确定相机的像素大小了
假设视野为10mm,精度要求为0.02mm,那么相机的像素=10÷0.02=500像素,那就只需要30万(640*480)像素的相机就可以了
2.相机传输方式的确定
目前市面上的相机传输方式有:
1) 模拟相机(PCI采集卡) 对速度要求不高可选择
优点:稳定,性价比高 缺点:帧率低,一般只能达到25帧—30帧
2)USB接口相机 系统只用到单个相机的可先择,要求高速的时候可先择
优点:不需要占PCI插槽,帧频高,性价比高 缺点:占系统CPU
3)千兆网接口相机 系统用到多个相机的时候可先择,要求高速的时候可先择
优点:不占系统CPU,帧频高,价格稍高 缺点:占PCI插槽或PCIe插槽或增加一张价格稍高的四通道千
兆网卡
3.相机的触发方式的选择
1)连续采集模式 对静态检测可选择,产品连续运动不能给触发信号的可选择
2)硬件触发模式 对高速动态检测可选择,产品连续高速运动能给触发信号的可选择
三、镜头的选择公式
机器视觉系统镜头焦距的选择主要和以下几个参数有关:
1. 镜头到物体的工作距离
2. 相机的CCD尽寸(长或宽)
3. 相机所看到的视野(长或宽)
公式为 镜头焦距=(工作距离×CCD尺寸(长或宽))÷视野(长或宽)
例如;
工作距离为100mm,视野为20mm,CCD尺寸长为4.8mm
(CCD尺寸一般以英寸为单位的,现在市面上一般有1/4、1/3、1/2、2/3、1的CCD,转换成毫米CCD的尺
寸长分别为3.2mm、4.8mm、6.4mm、8.8mm、12.8mm)
那么 镜头焦距=100×4.8÷20=24mm